FRP Pallets: A Sustainable Solution Revolutionizing Material Handling Across Industries
2024-10-28
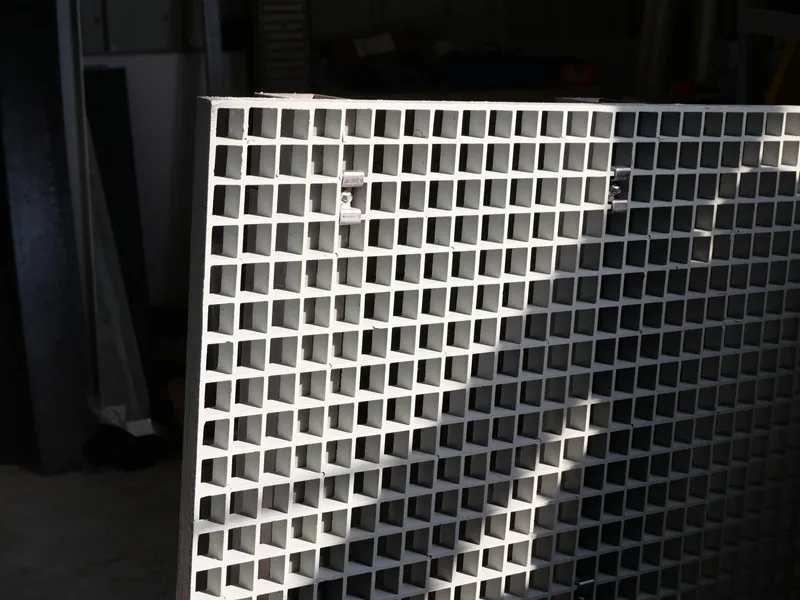
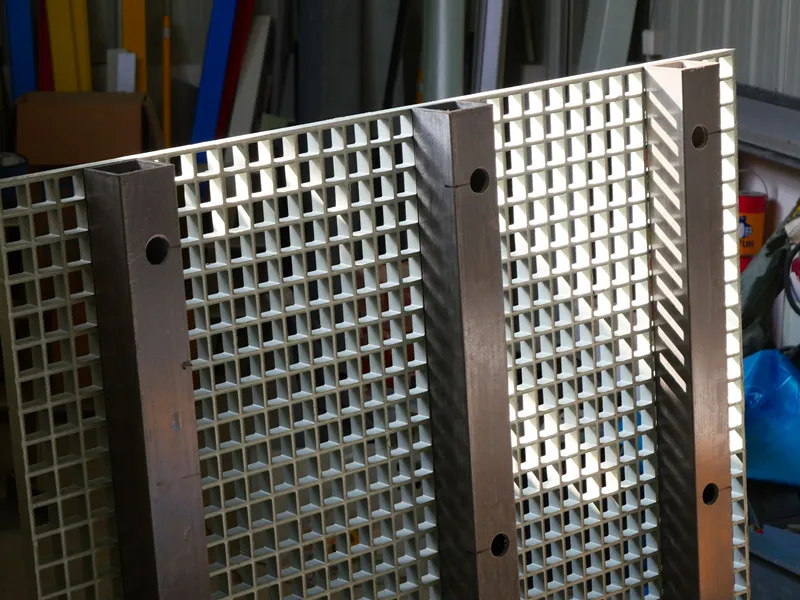
Fiberglass Reinforced Polymer (FRP) pallets are setting new standards in industries where durability, safety, and hygiene are essential. With increasing global emphasis on efficiency and sustainability, businesses in sectors like food and beverage, pharmaceuticals, warehousing, and logistics are turning to FRP pallets as an effective alternative to traditional wooden and plastic pallets. Engineered with high-strength, lightweight FRP grating and supported by a robust square tube base, these pallets are optimized for heavy-duty applications while meeting the stringent needs of modern logistics.
Why Companies Are Replacing Wooden Pallets with FRP Pallets
Traditional wooden pallets, once the industry standard, are prone to absorbing moisture, which can lead to mold growth and structural weakness. In contrast, FRP pallets are virtually immune to water absorption, making them a highly sanitary choice that requires minimal maintenance. This characteristic is especially valuable for companies in the food and pharmaceutical sectors, where maintaining strict hygiene standards is non-negotiable. The grating on FRP pallets allows for improved ventilation and drainage, preventing the accumulation of contaminants, a critical feature in controlled environments.
Additionally, FRP’s natural resistance to corrosion, chemicals, and UV light makes these pallets an ideal choice for outdoor applications and industrial settings. Unlike metal pallets, FRP pallets do not rust or corrode, making them highly suitable for chemical processing facilities and warehouses with harsh environmental conditions. The long lifespan of FRP pallets reduces the need for frequent replacements, thereby lowering operational costs and supporting companies' sustainability goals by decreasing waste.
Key Features and Advantages of FRP Pallets
1. Enhanced Durability and Load Capacity
FRP pallets offer a high load-bearing capacity, capable of withstanding the demands of static and dynamic loading. Engineered from high-strength fiberglass materials, these pallets maintain their shape and structural integrity even under significant weight, ensuring safe and efficient handling of goods in busy warehouse environments.
2. Lightweight and Easy to Handle
Despite their strength, FRP pallets are significantly lighter than both wood and metal pallets. This reduces transportation costs and improves handling efficiency, as fewer resources are required to move and store these pallets. In high-demand industries, such as retail and logistics, the lightweight nature of FRP pallets helps optimize operations, reducing both handling time and potential workplace injuries related to heavy lifting.
3. Chemical and UV Resistance
FRP materials are designed to withstand exposure to chemicals and UV rays, making these pallets exceptionally durable in industrial and outdoor environments. This feature is particularly beneficial for companies in chemical manufacturing and storage, where pallets are frequently exposed to harsh substances that would degrade traditional wood or plastic pallets over time.
4. Fire Retardant and Safe
Unlike traditional wooden pallets, which can pose a fire risk, FRP pallets are manufactured to be fire retardant. This makes them a safer option for storage in environments where flammable materials are present, and they contribute to overall workplace safety by reducing the risk of fire-related incidents.
5. Eco-Friendly Choice
As global awareness of environmental sustainability grows, businesses are looking for ways to minimize their ecological footprint. FRP pallets are made from recyclable materials and offer a longer lifespan, reducing the need for frequent replacements. This not only decreases the demand for raw materials but also helps lower carbon emissions associated with manufacturing and disposal. For companies prioritizing sustainability, switching to FRP pallets is a proactive step towards eco-friendly operations.
Applications of FRP Pallets in Industry
1. Food and Beverage Industry
In the food processing sector, sanitation and durability are key. FRP pallets' resistance to moisture and contaminants make them an ideal solution, ensuring safe and hygienic handling of products. Their durability and corrosion resistance also allow for frequent washing and sanitizing without compromising structural integrity.
2. Pharmaceutical Sector
FRP pallets are well-suited for pharmaceutical companies, where a clean environment is critical. They provide a sanitary platform for storing and transporting sensitive materials, without the risk of contamination associated with wood or plastic pallets.
3. Chemical Manufacturing
In facilities handling corrosive substances, FRP pallets are an ideal choice. Their resistance to chemicals and environmental stressors ensures that they remain intact and reliable in demanding conditions, reducing the need for costly replacements and maintenance.
4. Warehousing and Logistics
In high-traffic warehouses, where efficiency is key, the lightweight nature of FRP pallets facilitates quicker and safer handling. Their robust design means they can handle repeated use without degradation, making them a cost-effective choice for large-scale operations.
Looking Ahead: FRP Pallets as the New Standard in Material Handling
As more industries adopt FRP pallets, they are quickly becoming recognized as a future-proof solution for material handling. The combination of durability, safety, and environmental benefits makes FRP pallets a superior choice for companies looking to improve operational efficiency and reduce maintenance costs. With innovations in FRP technology, these pallets will continue to evolve, further meeting the diverse needs of industries worldwide.
For businesses interested in optimizing their logistics with an eco-friendly, high-performance solution, FRP pallets are the ideal choice. Contact us today to learn how FRP pallets can transform your operations, providing a sustainable, cost-effective alternative to traditional materials.
https://www.sparecomposite.com/frp-pallets.html